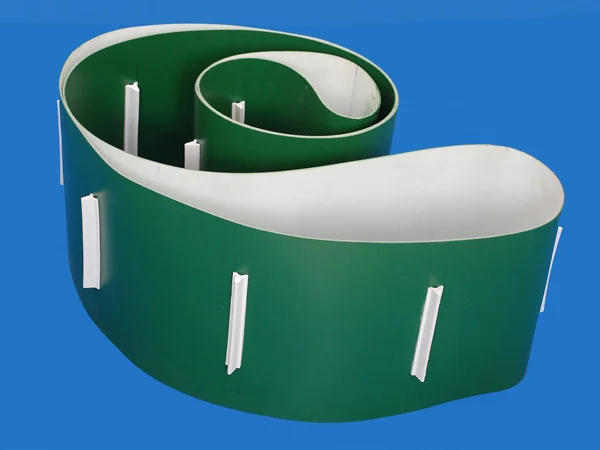
Shetty Enterprise manufactures various kinds of industrial conveyor belts for applications that are heavy-duty and involve precision movements. Our extensive product catalog includes Tea Leaf conveyor belts, Textile conveyor belts, Packaging conveyor belts, Tyre conveyor belts, Detergent conveyor belts and Cleated conveyor belts. Whatever your industry be, be it mining, steel, cement or agriculture, we design conveyors according to your industry to eliminate material slip and maximize operational productivity.